 English
English 中文简体
中文简体 русский
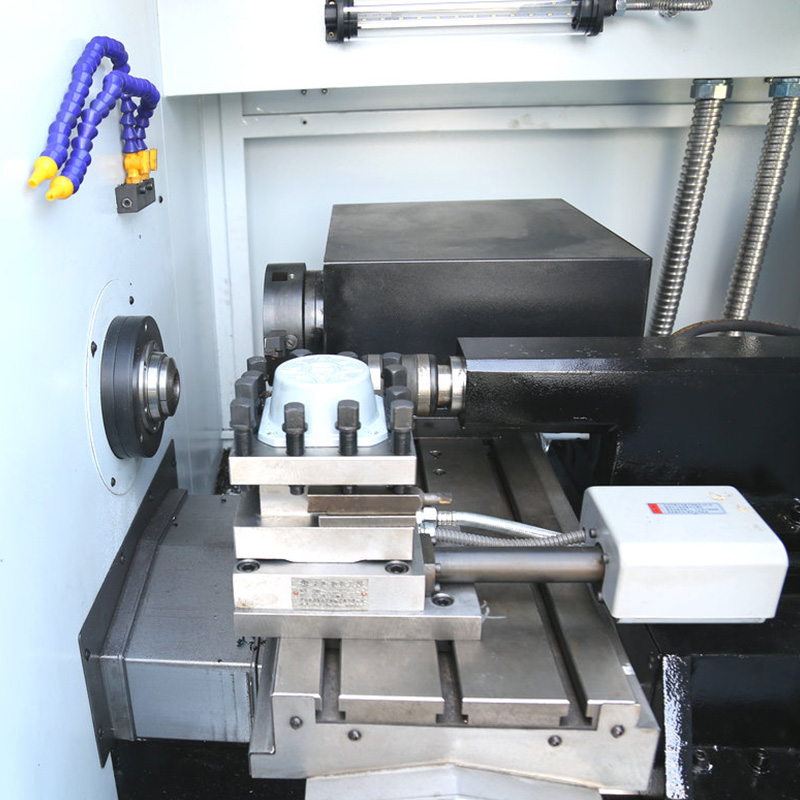
русскийCF32 Hydraulic Clamping CNC Polygon Turning Machine
Cat:Small Polygon Lathe
CF32 hydraulic clamping CNC polygon lathe is designed for milling small and medium-sized high-precision parts, which can mill square, octagonal, hexag...
See Details
Manufacturing expectations for turning components have shifted sharply in recent years. Tolerances are tighter, batch sizes are larger, and inspection systems are more automated. A metal lathe machine factory now operates under pressure not only to produce parts efficiently but also to maintain repeatability across long production cycles. Despite advanced CNC systems, achieving stable precision across all batches is still a challenge rooted in mechanical behavior, process control gaps, and evolving production conditions.
Industrial machining studies and production reports show that dimensional drift, tool wear variation, and machine structural aging remain persistent causes of inconsistency in lathe production environments, even in highly automated facilities.
Modern customers often require:
While CNC control systems can calculate tool paths with micron-level resolution, physical machines are still subject to deformation under load, heat, and vibration.
Even small deviations in spindle alignment or guideway wear can introduce measurable errors during finishing passes. These errors do not always appear immediately but tend to accumulate across production cycles.
A major issue in lathe factories is gradual accuracy degradation during continuous operation. Machines behave differently after extended runtime due to:
Thermal growth alone can shift tool center position enough to affect final diameter consistency. Studies show that uneven heating across machine components creates subtle axis drift over time .
This explains why early batches in a shift often meet tighter tolerances, while later batches show slight variation even under identical programming.
Tool life behavior in modern production is increasingly non-uniform. Instead of a smooth degradation curve, wear often progresses in stages:
As cutting edges degrade, chip formation becomes unstable, increasing friction and altering cutting force direction. This results in inconsistent surface finish and dimensional drift across batches.
Even small changes in edge condition can affect cutting stability, especially in harder alloys where tool stress is higher.
Over time, mechanical systems inside a lathe factory environment experience gradual stiffness loss:
These changes do not immediately stop production but reduce repeatability. The same program executed on a new machine and a five-year-old machine may produce noticeably different surface behavior.
Wear-related accuracy decline is often misinterpreted as tool or programming issues, while the root cause sits in mechanical structure degradation .
Chucking systems and fixtures also contribute significantly to inconsistency:
Even microscopic movement during machining can create taper, chatter marks, or roundness deviation. This effect becomes more visible in thin-wall or long-shaft components.
A stable fixture is often as important as spindle precision in maintaining final dimensional accuracy.
Factory environments introduce additional variables:
A lathe operating in a warmer section of the shop may behave differently from one near cooling systems. These differences affect expansion rates in structural components and ultimately influence cutting geometry.
Thermal imbalance is one of the most underestimated contributors to batch inconsistency because it does not trigger alarms yet still shifts machine geometry subtly over time.
Modern CNC programs are highly repeatable. However, identical code does not guarantee identical results because physical machining conditions evolve.
Examples include:
This mismatch between digital instructions and physical response is one of the main reasons factories struggle with long-term consistency.
Another factor affecting perceived precision is inspection strategy. Many factories rely on:
This structure allows gradual drift to go unnoticed until a threshold is crossed. By the time variation is detected, a significant number of parts may already be outside ideal tolerance bands.
Modern production environments increasingly require real-time monitoring rather than batch-based validation.
Factories operating multiple CNC lathes face an additional layer of complexity:
As a result, achieving uniform output across all machines becomes more difficult than optimizing a single unit. Even small differences in calibration or wear state lead to visible variation in finished parts.
A metal lathe machine factory can meet modern precision demands, but only under tightly controlled conditions. Consistency depends on managing a combination of factors:
Rather than relying on programming accuracy alone, modern precision manufacturing depends on controlling physical variability throughout the entire production system.
The gap between CNC capability and real-world consistency is no longer about machining power—it is about how well the factory manages the slow, hidden changes inside machines, tools, and environment over time.

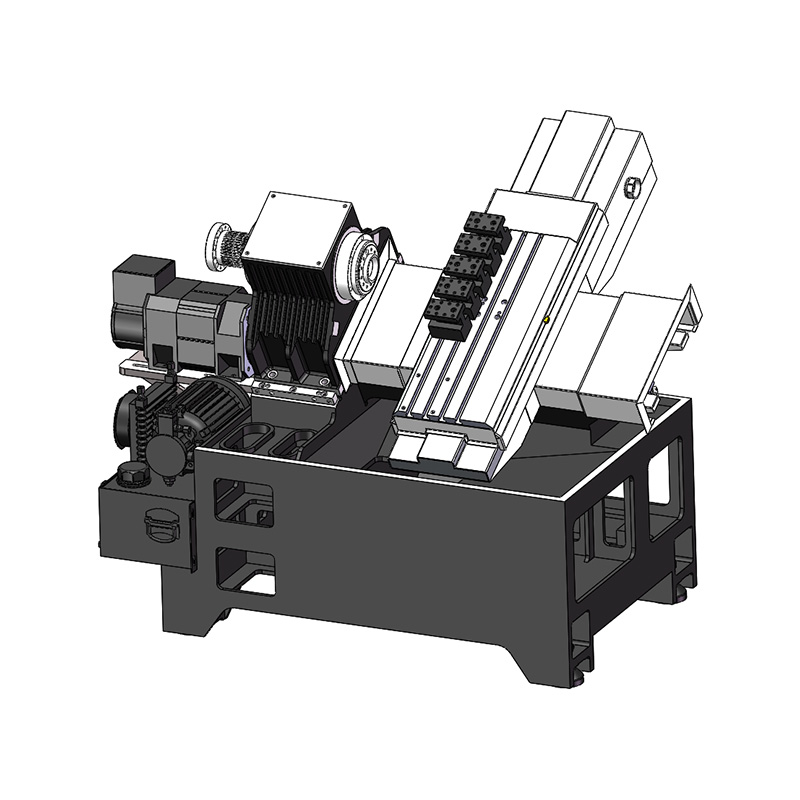

CF32 hydraulic clamping CNC polygon lathe is designed for milling small and medium-sized high-precision parts, which can mill square, octagonal, hexag...
See Details
The CF40 Automatic CNC Polygon Turning Machine Lathe is specifically designed for small to medium-sized, high-precision parts milling, enabling the ma...
See Details
The CF60 CNC Polygon Lathe is a highly efficient and versatile machine tool designed for small to medium-sized precision parts milling. It is capable ...
See Details
Are you looking for a machine that combines the capabilities of a CNC lathe and a square lathe? Look no further! Introducing the CX50 New CNC Turning ...
See Details
The JX350 Gang Type CNC Lathe for Cutting Tool with Rapid Tool Changing is designed to deliver high precision and efficiency in cutting tool operation...
See Details
The JX35P CNC Hiwin Linear Guide Machine with High Precision is a reliable and robust solution for various machining applications. With its horizontal...
See Details
As a trusted machine tool equipment supplier in China, we prioritize customer satisfaction and strive to provide the solutions and support. Our JX52D ...
See Details
The JX125 Double Head CNC Machine is a cutting-edge machine tool that utilizes a central spindle, two Z-axes, two X-axes, and bidirectional drag plate...
See DetailsTEL : +86-576-87491531
FAX : +86-576-87493038
E-MAIL : chinajuxing@aliyun.com
ADDRESS: Longxi Industrial Zone, Yuhuan City, Taizhou City, Zhejiang Province, China
CopyrightTaizhou Yestar Intelligent Equipment Co., Ltd. All Rights Reserved.
