 English
English 中文简体
中文简体 русский
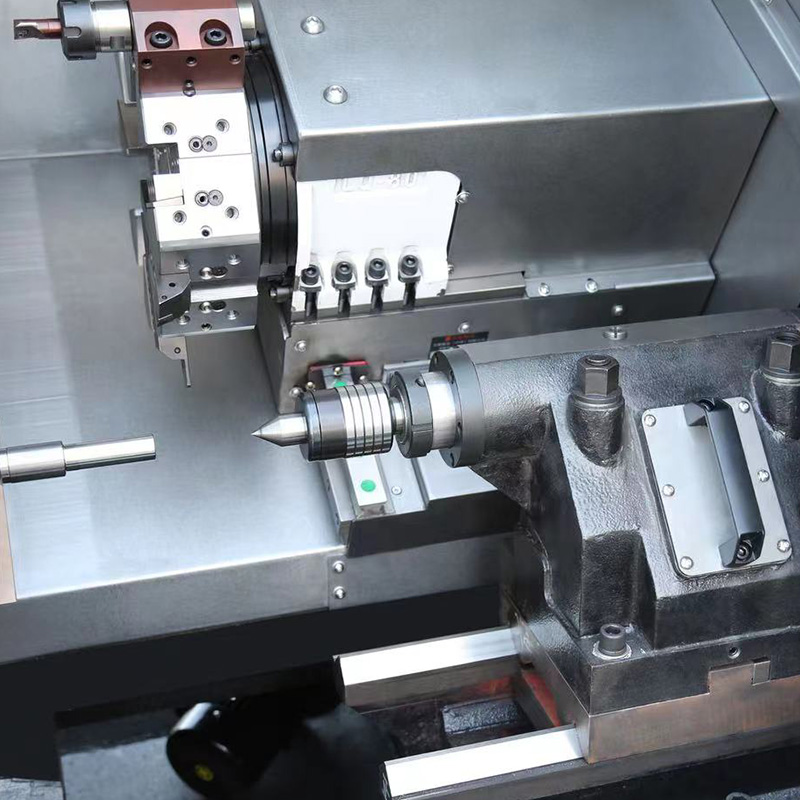
русскийCF32 Hydraulic Clamping CNC Polygon Turning Machine
Cat:Small Polygon Lathe
CF32 hydraulic clamping CNC polygon lathe is designed for milling small and medium-sized high-precision parts, which can mill square, octagonal, hexag...
See Details
CNC fly cutting is often chosen for face finishing because of its simplicity and ability to create wide, continuous passes. Despite that advantage, surface irregularity can still appear, especially on larger workpieces or setups with marginal rigidity. The issue usually does not come from a single factor; instead, several mechanical and process-related influences interact during cutting.
A CNC Fly Cutter Machine relies on a single-point cutting action, meaning each revolution produces intermittent engagement rather than continuous chip removal. That pulsing cutting force can expose weaknesses in setup alignment, spindle stability, or tool geometry. Research and machining practice both show that surface finish problems often come from vibration, tool wear, and inconsistent cutting load rather than geometry alone.
Fly cutters do not cut like multi-flute end mills. Each rotation produces a cycle of:
This repeating force cycle can leave arc-shaped patterns across the surface. On machines with lower damping capacity or long tool reach, these patterns become more visible.
Even small spindle imbalance or toolholder eccentricity may amplify this effect, producing uneven “waves” instead of a flat face.
Typical symptoms include:
The pattern becomes more pronounced as feed per revolution increases or tool diameter grows.
A fly cutter uses a single cutting insert or toolbit, so geometry matters more than in multi-tooth cutters.
Key parameters influencing finish:
Even a small deviation in tool height from spindle centerline can change cutting balance. A slightly low cutting edge may dig aggressively on one side of rotation and skim on the opposite side, creating uneven surface texture.
Reddit machining discussions often highlight this exact behavior: slight misalignment produces visible “backside roughness” due to uneven engagement across rotation.
A Linear Guide CNC Machine or knee mill with extended overhang reacts differently under fly cutting loads. Because the tool experiences alternating force instead of steady load, vibration risk increases.
Common rigidity-related contributors:
Even small oscillations can imprint onto the final surface as repeating uneven bands.
On heavier industrial CNC platforms, damping is stronger, so the same fly cutter may produce a noticeably smoother finish.
Surface texture is also governed by tool path spacing. Fly cutting produces overlapping circular tracks. The distance between those arcs determines visible scallop height.
A simplified relationship:
Operators sometimes assume spindle speed is the main factor, but feed per revolution often dominates visible finish quality.
Material removal strategy also matters. A heavy single pass tends to amplify unevenness, while a light finishing pass stabilizes surface uniformity.
Tool wear does not need to be severe to affect surface quality. Even micro-chipping on a single-point cutter can change how material shears.
Observed effects of wear include:
A worn fly cutter behaves inconsistently because every rotation relies on the same cutting edge. There is no redundancy like multi-flute tools provide.
Not all uneven surfaces originate from the machine. Material response plays a major role:
Internal stress can cause subtle shape changes during machining. Once the top layer is removed, residual stress redistribution can slightly distort the face, making it appear uneven even though tool motion was stable.
This effect is more visible on long, thin, or pre-machined stock.
Even small angular deviation between spindle axis and table surface introduces uneven cutting depth across the sweep.
A misaligned spindle produces:
This issue often gets misdiagnosed as tool quality or feed error, while actual root cause sits in machine setup geometry.
Routine tramming checks using dial indicators are essential for fly cutting consistency.
Uneven surface finish from fly cutting typically originates from a combination of:
A CNC Fly Cutter Machine is highly effective for large surface finishing, yet it exposes mechanical imperfections more clearly than standard milling tools.



CF32 hydraulic clamping CNC polygon lathe is designed for milling small and medium-sized high-precision parts, which can mill square, octagonal, hexag...
See Details
The CF60 CNC Polygon Lathe is a highly efficient and versatile machine tool designed for small to medium-sized precision parts milling. It is capable ...
See Details
A notable feature of the HX30 Mandrel Bar Feeder Cheap CNC Lathe is its efficient and reliable mandrel bar feeder. The mandrel serves as a support for...
See Details
The JX35P CNC Hiwin Linear Guide Machine with High Precision is a reliable and robust solution for various machining applications. With its horizontal...
See Details
The JX46P Slant Bed CNC Lathe Machine of Cast Iron Machine Base is a high-performance machine tool designed for various machining operations. With its...
See Details
The JX40-400 Factory High Speed Precision CNC Lathes are designed to provide exceptional efficiency and accuracy in machining processes. With the abil...
See Details
The JX125 Double Head CNC Machine is a cutting-edge machine tool that utilizes a central spindle, two Z-axes, two X-axes, and bidirectional drag plate...
See Details
The JX52D Machine Tool CNC Lathe is specifically designed for lathe every kinds of material with precision and efficiency. It is equipped with advance...
See DetailsTEL : +86-576-87491531
FAX : +86-576-87493038
E-MAIL : chinajuxing@aliyun.com
ADDRESS: Longxi Industrial Zone, Yuhuan City, Taizhou City, Zhejiang Province, China
CopyrightTaizhou Yestar Intelligent Equipment Co., Ltd. All Rights Reserved.

