双头数控车床对刀基本技能不掌握可不行
发布时间:2022-04-15 点击次数:1402次
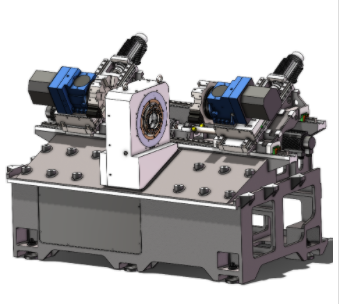
对于两端同轴度较高的长棒材或管材零件,用普通车床或数控车床很难保证其质量。工业化加工制造要求机械产品的精度和速度,减少停机时间,以实现效益更大化。在传统数控车床单门单主轴的加工过程中,由于上下工件之间等待时间的限制,利弊越来越突出,双头数控车床应运而生。
在现代制造系统中,数控技术是关键技术。一个熟练的双头数控车床操作者必须掌握对刀的基本技能。在实际生产中,对刀效率和对刀误差直接影响数控加工效率和加工零件的精度。不同双头数控车床的对刀方式略有不同,但对刀原理基本相同。只要了解数控系统的对刀原理,结合具体系统的指令,就可以进行对刀操作。但是数控系统中的对刀方式很多,这就要求我们了解各种对刀方式的优缺点和应用条件。
在日常生产中,我们通常将上述对刀过程调整到工件和刀具夹紧的完成。先测量工件直径得到值x1,然后转动主轴,将刀尖移动到刚测量的位置,在刀具参数中的刀补和形状对应的补偿号中输入X1+0.2,对刀方式在Z方向不变,再运行程序加工,因为在对刀过程中测量的尺寸被放大了,所以零件的尺寸也会被放大。用千分尺测量零件得到直径X2,用X2减去零件尺寸(如有公差要求取公差中间值),通过“+输入”将差值补偿到相应的补偿数。该方法对对刀有效且准确。另外,由于在程序中使用方法建立工件坐标系,我们可以为同一把刀具建立不同的坐标系,如t0101、t0102、t0103„来加工不同长度的工件。程序需要稍作调整,无需重新设置工具。
双头数控车床对刀的目的是确定程序原点的位置。工具完成后,调用程序的来源不同,编程方式也不同。可以组合多种设置,以适应不同的应用条件和不同的工作效率。